

In questo articolo verranno trattati tre argomenti fondamentali relativi alla saldatura laser manuale:
- Dati tecnici
- Formazione e qualifiche
- Misure di protezione
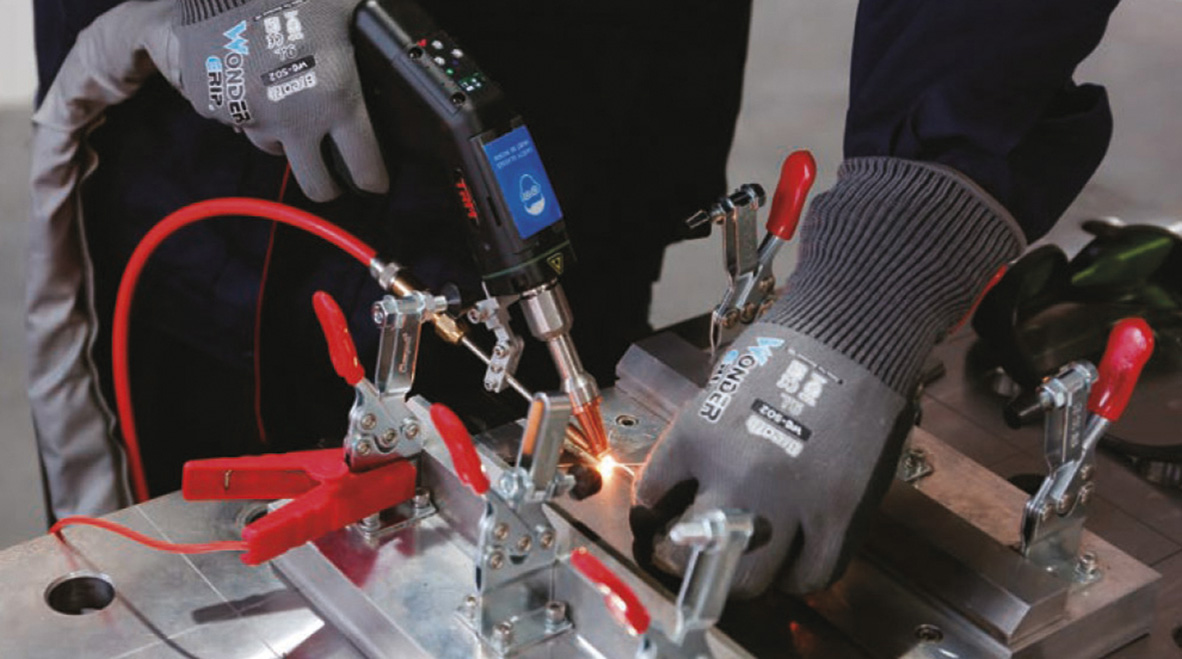
Durante la saldatura con raggio laser vengono uniti due elementi. Entrambi i lembi, dei materiali a contatto tra loro, vengono fusi da un raggio laser focalizzato. Il bagno di saldatura generato dal materiale d’apporto, che a sua volta viene fuso dal raggio laser, raffreddandosi crea un legame permanente.

I vantaggi in sintesi

- elevata precisione dei giunti saldati grazie a un raggio laser focalizzato
- elevata efficienza (fino a cinque volte più veloce rispetto ad altri processi di saldatura)
- cordoni di saldatura di alta qualità, uniformi e sottili
- minimizzazione relativa alla zona termicamente alterata – distorsione minima
- elevata flessibilità di applicazione grazie allo stesso dispositivo per saldatura a punti, continua e penetrazione profonda
- facilità d’uso
- versatilità nella saldatura per un’ampia gamma di materiali e spessori
A seconda del tipo di laser, il raggio laser generato nella sorgente viene indirizzato verso il pezzo in lavorazione mediante sistemi a specchio o fibre ottiche e quindi focalizzato sul pezzo. La luce laser viene assorbita dalla superficie del pezzo e convertita in calore. Spostando il raggio laser lungo il pezzo, si fondono i lembi creando un cordone di saldatura.
Non tutti i giunti di saldatura sono adatti alla saldatura a raggio laser:
- Giunto testa/testa a lembi retti (giunto a I)
- Giunto di sovrapposizione (saldatura d’angolo)
- Giunto di sovrapposizione (giunto a I)
- Giunto d’orlo
Fonte e ulteriori informazioni: www.iso-oerlikon.ch
Il plasma generato dal raggio laser può essere influenzato dal gas protettivo in modo tale da ottenere un processo di saldatura stabile e sicuro. La scelta del gas protettivo può quindi rivelarsi cruciale in relazione all’efficienza economica della saldatura a raggio laser. Per la saldatura a raggio laser sono adatti ad esempio l’acciaio inox, il rame, l’alluminio, l’ottone e l’acciaio. Come gas di protezione e di processo vengono utilizzati elio, argon, azoto e miscele di gas della qualità LASGON.
Fonte: Linde Gas AG
Nota dell’editore
L’idoneità delle saldature laser manuali in termini di resistenza, verificabilità, testabilità, compatibilità con trattamenti superficiali, ecc. deve essere chiarita con il relativo fornitore o con enti qualificati.
Qualificare correttamente saldatori e procedure di saldatura
Fonte: Associazione Svizzera per la Tecnica della Saldatura (SVS/ASS)
L’applicazione di nuovi processi di saldatura, conformemente alle norme, implica anche un impiego mirato di personale e procedure qualificate. Oltre all’uso corretto dei sistemi laser riferiti alla lavorazione dei materiali, ciò include anche una conoscenza
relativa alle radiazioni laser dirette e indirette e alle rispettive misure di protezione.
La conoscenza, l’osservanza degli aspetti relativi alla salute e alla sicurezza sul lavoro rivestono la massima priorità nell’uso dei sistemi di saldatura laser manuali.
Qualifica del personale
La qualifica del personale per i sistemi di saldatura laser manuali non è attualmente regolamentata in modo esplicito in nessuna norma vigente. Tuttavia, per soddisfare comunque i requisiti relativi alla qualifica del personale, si fa riferimento alle norme esistenti applicabili per analogia a questo processo.
È possibile ipotizzare l’applicazione delle seguenti norme:
- EN ISO 14732
La qualifica del personale per i sistemi di saldatura laser manuali non può essere effettuata applicando la norma EN ISO 14732 poiché il processo di saldatura è manuale e quindi non rientra nella definizione di saldatura automatica o completamente meccanizzata. Uno sguardo alla norma lo dimostra, la norma EN ISO 14732 descrive di fatto la saldatura automatica al punto 3.1 nel modo seguente: “Saldatura in cui tutte le operazioni sono eseguite senza l’intervento dell’operatore durante il processo”.
Nel punto successivo (3.2) la saldatura meccanizzata è caratterizzata nel seguente modo: “Saldatura in cui le condizioni di saldatura richieste sono mantenute tramite mezzi meccanici o elettronici, ma possono essere variate manualmente durante il processo”.
- EN ISO 9606 tutte le parti
Questa serie di norme può essere utilizzata anche per processi di saldatura non esplicitamente elencati. Inoltre, a coloro che eseguono giunti di saldatura con un sistema di saldatura manuale è richiesto un elevato livello di manualità nel guidare la testa laser o l’unità di focalizzazione laser per garantire una saldatura di alta qualità. Da questo punto di vista, i sistemi laser a guida manuale non sono paragonabili ai sistemi in cui l’unità di focalizzazione laser è guidata da un robot o da una macchina. Esiste una distinzione analoga tra il processo di saldatura TIG manuale e la saldatura con TIG orbitale.
Pertanto, è possibile qualificare il saldatore per l’uso di apparecchiature di saldatura laser manuali secondo la serie di norme EN ISO 9606.
Dal momento in cui si qualificano saldatori secondo la norma EN ISO 9606, è importante tenere conto dei seguenti aspetti:
- Le dimensioni del provino devono soddisfare i requisiti relativi alla parte corrispondente della norma EN ISO 9606.
- Vengono eseguite le prove non distruttive e distruttive richieste nella rispettiva parte della norma.
- Il periodo di validità è definito dalla parte della norma utilizzata (2 o 3 anni).
- Il campo di applicazione è limitato al tipo di sistema utilizzato.
- I requisiti di sicurezza sul lavoro devono essere rispettati.
I requisiti sui livelli di qualità delle imperfezioni riscontrate durante le verifiche effettuate in conformità alla parte di norma EN ISO 9606 utilizzata, devono essere valutati secondo la norma EN ISO 13919 Parte 1 o Parte 2. Le imperfezioni non elencate nelle norme citate (saldatura d’angolo) devono essere valutate in conformità alla norma EN ISO 5817 o EN ISO 10042. Un saldatore è qualificato quando le imperfezioni rientrano nel gruppo di valutazione della rispettiva norma.
Qualifica del processo
La qualifica del processo viene eseguita mediante un test relativo al processo di saldatura conforme alle specifiche richieste dalla norma EN ISO 15614-11 o sulla base di prove di saldatura di pre-produzione secondo la norma EN ISO 15613.
Norme di qualifica aziendale
L’utilizzo di sistemi di saldatura laser manuali è consentito nelle seguenti norme:
- EN 15085-2
- EN 1090-2 /-3 /- 4 /-5
- EN 3834-2 /-3 /-4
Eventuali requisiti aggiuntivi devono essere rispettati.
In riferimento a norme o regolamenti non elencati, è possibile contattare gli esperti di SVS/ASS (www.svs.ch).
Sicurezza prima di tutto
Cosa è importante tenere in considerazione
Gli utenti e i distributori di sistemi laser manuali non sono sempre consapevoli del fatto che i laser, in termini di sicurezza, non siano paragonabili ad altri strumenti di lavoro. I sistemi di saldatura laser manuali hanno una potenza che può arrivare a diverse migliaia di watt, pertanto appartengono sempre alla classe 4, la più alta. Le radiazioni dirette e i riflessi rappresentano un rischio elevato per gli occhi e la pelle. Inoltre, la radiazione laser si trova spesso nello spettro invisibile, rendendo il laser particolarmente pericoloso.
Obblighi per l’azienda
L’azienda è tenuta a nominare un addetto alla sicurezza laser e garantirne la formazione. Una volta formata correttamente questa persona possiederà di fatto le competenze necessarie per poter svolgere i propri compiti. Le modalità d’acquisizione di tali conoscenze non sono specificate dalla legge. L’addetto alla sicurezza laser deve redigere un piano di sicurezza, nel quale individua i pericoli per la sicurezza e salute dei lavoratori, e adotta le necessarie misure di protezione secondo le regole tecniche riconosciute. Deve preoccuparsi inoltre di istruire periodicamente i dipendenti.
Allestimento di un’area di monitoraggio laser
Il laser può essere utilizzato unicamente in un’area di monitoraggio laser, chiusa e segnalata, dotata di pareti protettive dal laser con accesso monitorato. L’apertura della porta deve essere collegata al sistema di sicurezza dell’impianto laser. Lo stato operativo del laser deve essere visibile sia all’esterno che all’interno dell’area di monitoraggio del laser.
Garantire un sistema di aspirazione fumi
L’impianto laser deve essere dotato di un efficace sistema di aspirazione fumi.
Indossare dispositivi di protezione individuale (DPI)
Nell’area di monitoraggio del laser è necessario indossare dispositivi di protezione individuale (DPI) per proteggere pelle e occhi dalle radiazioni laser. Questi includono casco protettivo per il laser, guanti protettivi per il laser e abbigliamento protettivo. I DPI devono essere certificati e dimensionati in base al tipo di laser. I dipendenti devono essere formati sull’uso dei DPI.
Preparazione per l’utilizzo mobile
Se il sistema laser viene utilizzato al di fuori dell’area operativa dell’azienda, l’area laser deve essere schermata con pareti protettive mobili o tende di sicurezza laser e collegata al sistema di sicurezza del laser stesso.
Ulteriori informazioni relative alla sicurezza laser si trovano all’interno di una scheda tecnica SUVA intitolata “Attenzione: raggio laser! Utilizzo sicuro di dispositivi laser” – www.suva.ch/waswo-i/66049 o nella norma SN EN 60825-1:2014
Requisiti relativi al dispositivo e obblighi per chi lo immette in commercio
Oltre ai vari requisiti generali per laser o macchine, è necessario garantire i seguenti requisiti tecnici specifici per il dispositivo:
Prevenzione relativa alla propagazione involontaria
- Come già accennato in precedenza, è necessario prevedere un dispositivo tecnico che impedisca la diffusione involontaria della radiazione laser durante il normale funzionamento e in caso di malfunzionamento (monitoraggio del contatto tra pistola laser e pezzo da lavorare);
- Il sistema laser deve essere dotato di un interruttore principale azionato da una chiave;
- Il pulsante di attivazione della pistola laser non deve poter essere azionato involontariamente;
- Il sistema laser deve essere dotato di un interruttore di monitoraggio, adibito alla zona di sicurezza del laser, che non possa essere facilmente bypassato;
- Le istruzioni per l’uso e il funzionamento del sistema devono essere redatte in una lingua regionale;
- Le istruzioni relative ad un utilizzo sicuro e alla manutenzione sono obbligatorie.
Sono inoltre necessarie informazioni tecniche relative al laser (potenza, lunghezza d’onda, parametri del raggio, modalità operativa) e sulla distanza di sicurezza (NOHD – Nominal Ocular Hazard Distance – Distanza Nominale di Pericolo Oculare).
Testo:
Redazione Metall AM Suisse
Fonti principali SVS/ASS, SUVA
Foto:
ISO Oerlikon
Grafica:
SUVA
Traduzione:
AM Suisse Ticino,
Gordola




